私たちはあなたのオンライン体験を改善するためにクッキーを使用します。 このWebサイトの閲覧を続けることにより、Cookieの使用に同意したものとみなされます。
English
日本語
Deutsch
Français
Español
Русский
Português
USD
EUR
GBP
CAD
AUD
CHF
HKD
JPY
RUB
BRL
CLP
NOK
DKK
SEK
KRW
ILS
MXN
CNY
SAR
SGD
NZD
ARS
INR
COP
AED
トップページ
製品
プラスチックストラップシール
ボルトシール
ワイヤーシール
メーターシール
プラスチック南京錠
金属ストラップシール
ケーブルタイ
耳タグ
ターンオーバーボックス
プラスチック部品箱
プラスチックパレット
ステンレスネクタイ
ニュース
ケース
ビデオ
お問い合わせ
日本語
トップページ
製品
プラスチックストラップシール
ボルトシール
ワイヤーシール
メーターシール
プラスチック南京錠
金属ストラップシール
ケーブルタイ
耳タグ
ターンオーバーボックス
プラスチック部品箱
プラスチックパレット
ステンレスネクタイ
ニュース
ケース
ビデオ
お問い合わせ
日本語
言語
言語
English
日本語
Deutsch
Français
Español
Русский
Português
セーブ
ホーム
>
製品ニュース
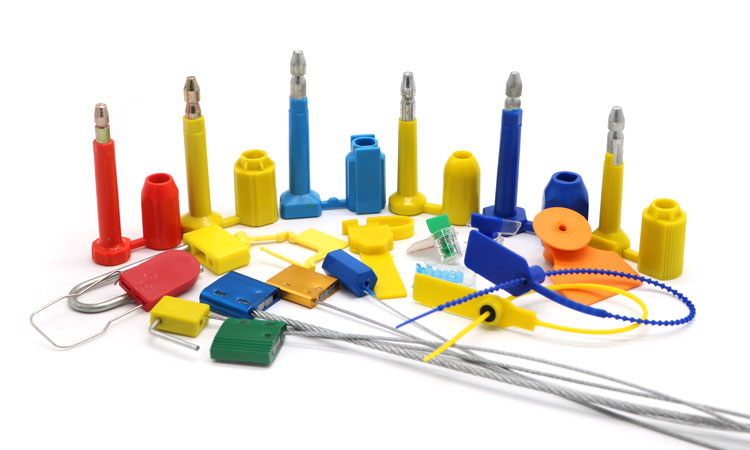
プラスチックシールの収差の理由
ビュー : 6855
更新時間 : 2018-02-26 09:05:06
樹脂、カラーマスターバッチ、カラーマスターバッチと原材料の混合、射出技術、インジェクター、モジュールなど、収差の原因となる多くの理由があります。
1、インジェクタとモジュールの影響を排除
同じ容量のインジェクタでシールを選択してください。インジェクタに材料の死角がある場合は、機器を交換する方がよい。モジュール注入システムと空気排出差によって引き起こされた場合、モジュールを修理することで解決できます。まず、インジェクタとモジュールの問題を解決し、次に生成するように整理します。
2、原料樹脂とカラーマスターバッチの影響を排除
収差を完全に解くには、原材料を制御することが重要です。従って、特に軽質生成物を製造する場合、色の変化に対する樹脂の熱安定性の明白な影響を無視できない。原料の倉庫検査を強化する。大量生産に先立ち、カラーマスターバッチの色を試してみてください。前回と今回比較してください。色があまり変わらなければ、それは適格である。わずかな収差がある場合は、混色してから再度使用し、カラーマスターバッチの不均一な混合による収差を減らします。また、樹脂とカラーマスターバッチの熱安定性に多くの注意を払う必要があります。
3、色マスターバッチと原材料の不均一混合の影響を排除
マスターマテリアルとカラーマスターバッチの不均一な混合も色を変える可能性があります。材質がヘッドホールドに付着し易いホッパーに材料を入れた後に静電気の作用で分離し、色マスターバッチ量の変化を引き起こし、収差が発生します。
4、荷電バレルの収差への影響を低減
生産時には、通常、加熱リングの無効または加熱制御部の無効のために収差が発生する。これが起こるかどうかは簡単に判断できます。一般に、加熱リングが無効になると、可塑化が不均一になり、加熱制御部が無効になり、深刻な収差や焼けが発生します。そのため、製造時に加熱部を頻繁に点検し、破損箇所を時間的に修復して収差を低減する必要がある。
5、調整時の噴射技術の影響を減らす
無収差の理由で射出パラメータを調整する場合は、射出温度、圧力、射出時間、カラーマスターバッチ量などを変更しないでください。また、色のパラメータの影響を観察する必要があります。収差が発生した場合はタイムリーに調整します。
前ページ :
電子セキュリティシールはどのようにインテリジェントにできますか?
次ページ :
使い捨てプラスチックシール
関連 ニュース
詳しい情報を見る
>>
四半期ごとのミーティング | より良い未来を創造するために手をつないでください
Apr .02.2021
2021年「風と波をもたらし、未来の夢を築く」純川ロック業界年末式
Mar .03.2021
ここでシールはより良いです
Mar .01.2021
プラスチックシールを使用する際の注意
Feb .22.2021
Seanna
Cassie